

JH-200~800 Alcohol Recovery Tower (Ethanol Rectifier Device)
Overview
This device is used for the pharmaceutical, food, light industry, chemical and other industries to do dilute alcohol recovery, it will be helpful to reduce Product costs, increase economic efficiency, the device can distill 30 degrees-50 degrees dilute alcohol to 90 degrees – 95 degree, finished alcohol has high request, can increase the reflux ratio, but the corresponding product yield decreased, the alcohol degrees of residue is less than 3 degrees, it is a good equipment specially for alcohol recovery.
Structural Characteristics
This device adopts high efficiency stainless steel ripple packing, the parts which contact with alcohol, such as the tower body, condenser, regulator tank, cooling coil and etc., all adopt stainless steel to ensure the product is not contaminated, tower kettle uses removable U-type, easy to clean the heating outer wall and distilling inside wall, meet (GMP) standards.
We are the drafter of Alcohol Recovery Tower industrial standard.
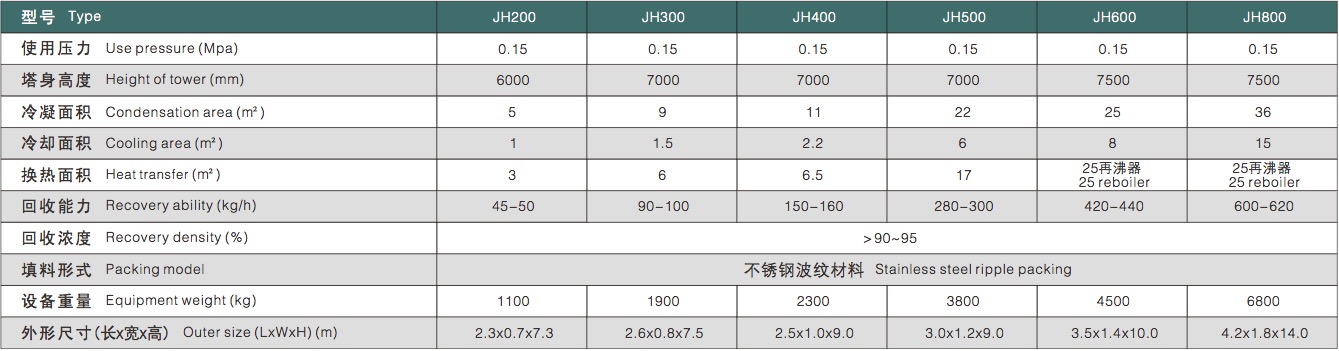
Technical Parameter
Contact us
Email: 918trade@chengdong.com
Add.: No. 367 Yangle Road, Shanyang Town, Jinshan District, Shanghai, China 201508